
Im Bereich der Rauchgasentsalzung hat die Guangdong GRVNES Environmental Protection Technology Co., Ltd. ein 3+1-Schicht-System entwickelt und eine zusätzliche Schicht Ammoniak-Entweichkatalysator hinzugefügt, um das Phänomen des Ammoniakaustritts bei Überdosierung von Ammoniak zu lösen. Dadurch kann das überschüssige Ammoniak nach der Reaktion und dem Betrieb in die Luft abgeleitet werden..
Behandlung von Ammoniakemissionen aus dem Rauchgas der GRVNES: Gleichzeitige Behandlung von Ammoniakemissionen aus der Denitrierung mit einem ASC-Ammoniak-Entfernungskatalysator
TTechnologieRLadekarte
Entsprechend den Projektanforderungen und der tatsächlichen Emissionssituation hat Green Valley Environmental Protection die technische Lösung „SCR + ASC“ zur Erfüllung der Projektanforderungen festgelegt. Die technische Lösung des Projekts ist in der folgenden Abbildung dargestellt:
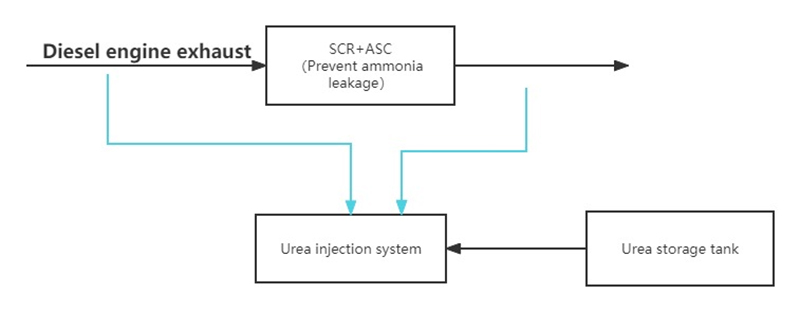
SCR+ASC
SCR + ASC Technologie-Roadmap
Die Kosten für die regelmäßige Zugabe von Stickoxiden (NOx) zum Motor lassen sich durch katalytische Reduktionstechnologie um mehr als 90 % senken, und die effektiven NOx-Kosten können durch diese Technologie um mehr als 5 % reduziert werden. Zudem ist der Abgasgegendruck gering und steigt im Betrieb nahezu nicht an.
Funktionsprinzipdiagramm von SCR-Katalysatoren
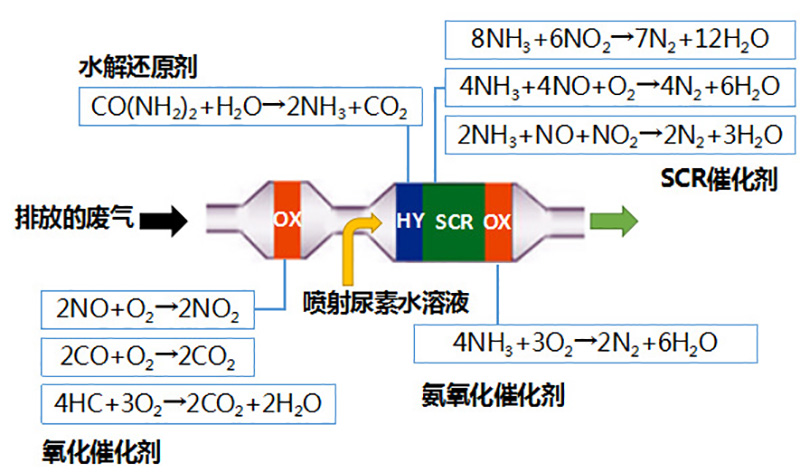
Funktionsprinzipdiagramm von SCR-Katalysatoren

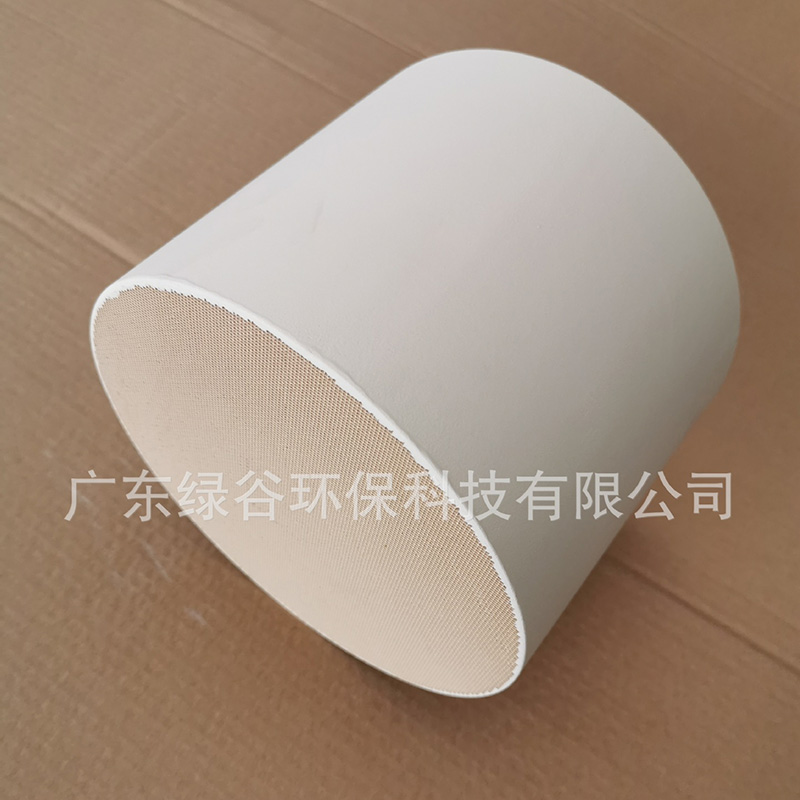
Funktionsprinzip des ASC Ammoniak-Entweichungskatalysators:
Der ASC-Oxidationskatalysator besteht hauptsächlich aus einem Trägermaterial und einer Katalysatorbeschichtung. Er dient der Abgasreinigung von Dieselmotoren. Hauptzweck des Katalysators ist die Oxidation des überschüssigen Ammoniaks (NH₃) im Abgassystem mit Sauerstoff (O₂) zu schadstofffreiem Stickstoff (N₂) und Wasser, die aus dem Motor abgeleitet werden, um so eine saubere Abgasemission zu gewährleisten. Er kann in Kombination mit einem Dieselpartikelabscheider und einem Denitrifikationskatalysator eingesetzt werden.
Zündtemperatur
Das heißt, die Temperatur, bei der der Katalysator eine Umwandlungseffizienz von 50 % erreicht. Die Zündtemperatur des ASC-Ammoniak-Entfernungskatalysators beträgt 250 °C. Um eine höhere Umwandlung zu erzielen, muss die Abgastemperatur des Motors höher sein.
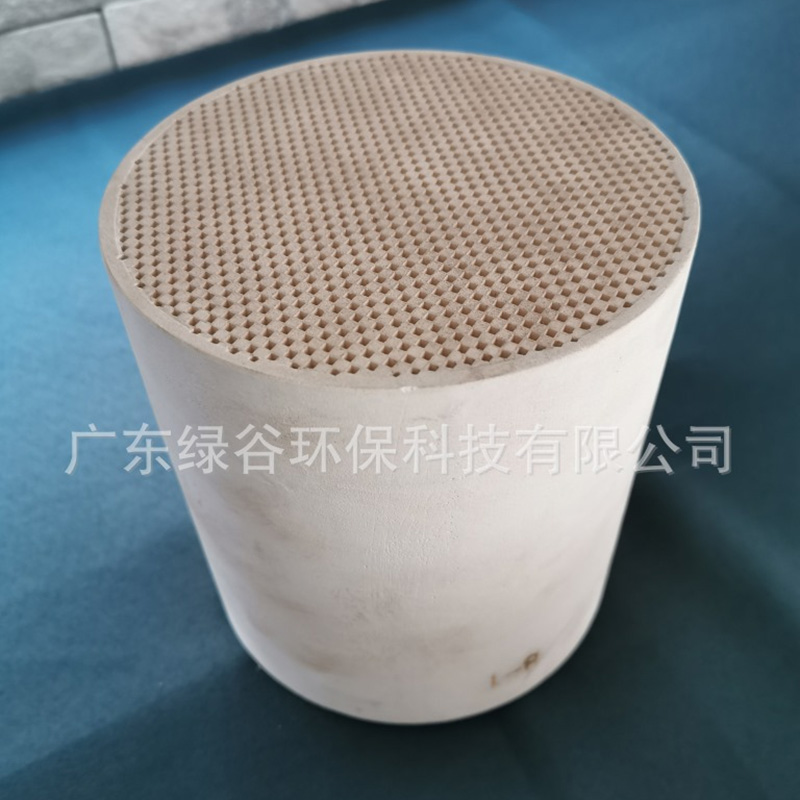
Verpackungsform
Es kann separat oder in Kombination mit SCR beschichtet werden, wodurch die Anforderungen an die Betriebseffizienz erfüllt werden können.
Emissionsnorm:
Ammoniak-Entweichungsrate ≤ 3 ppm
NOx-Emissionsreduzierung vs. Ammoniakbelastung in der Zementindustrie
Da die Forschung zum Brennsystem von Zementöfen noch relativ umfangreich ist, bestehen in der heimischen Zementindustrie weiterhin viele Defizite hinsichtlich der Betriebsbedingungen im Ofen und des Entstehungsmechanismus von Stickoxiden. Es gibt zahlreiche Stickoxidquellen und Einflussfaktoren. Zu den wichtigsten Technologien zur Reduzierung von Stickoxidemissionen zählen SCR, SNCR und die Stufenverbrennung.
Die SCR-Technologie (selektive katalytische Reduktion) ist die weltweit wichtigste Denitrifikationstechnologie. Mit Ammoniak oder Harnstoff als Denitrifikationsmittel und katalytischer selektiver Absorption unter Einwirkung eines Katalysators im Absorptionsturm kann eine Denitrifikationsrate von über 90 % erreicht werden.
Die SNCR-Technologie nutzt den geeigneten Temperaturbereich (900 °C bis 1100 °C) im Zersetzungsofen, um ein Ammoniakgemisch einzuleiten. Bei dieser Temperatur reagiert Ammoniak (NH₃) mit NOx im Rauchgas zu N₂ und H₂O. Die Denitrifikationsrate liegt üblicherweise zwischen 40 % und 60 %, der Ammoniakverbrauch ist hoch und die NH₃-Entweichungsrate kann mehr als dreimal so hoch sein wie bei der SCR-Technologie.
Derzeit haben inländische Zementwerke den Bau von SNCR-Denitrierungsanlagen im Wesentlichen abgeschlossen. Diese Technologie verwendet große Mengen Ammoniak als NOx-Reduktionsmittel. Ammoniak kann während der Produktion, des Transports, der Lagerung und der Verwendung leicht entweichen und so die Umwelt stark belasten.
Die Zementindustrie steht daher vor einem relativ widersprüchlichen Problem. Zwar lassen sich durch Ammoniakdenitrierung die Stickoxidemissionen reduzieren, doch das Problem des Ammoniakverlusts bleibt schwer zu lösen. Hinzu kommt, dass die Ammoniakproduktion selbst energieintensiv und umweltbelastend ist und auch Transport, Lagerung und Verwendung zu Ammoniakverlusten führen.
Angesichts solcher Probleme sollten Zementunternehmen das Management des Ammoniaktransports und der Ammoniaklagerung verstärken, die Nutzungseffizienz von Ammoniak verbessern und den „Ammoniakverlust“ reduzieren.
Wohin entweicht Ammoniak?
Unter den gegenwärtigen Umweltschutzbedingungen ist die Reduzierung der Schadstoffemissionen von Zementunternehmen eine unumgängliche Anforderung der Umwelt; gleichzeitig sind mit der Weiterentwicklung der Zementindustrietechnologie auch ein geringerer Energieverbrauch und niedrigere Emissionsstandards ein unumgänglicher Trend der Branchenmodernisierung.
Für Zementunternehmen dürften die Umstellungskosten allein auf die SCR-Technologie aus wirtschaftlicher Sicht über 30 Millionen betragen. Hinzu kommen deutlich höhere Katalysatorkosten als bei der Kombination von SNCR und Abgasnachbehandlung. Zweitens können einige Unternehmen durch die Kombination von stickstoffarmer und gestufter Verbrennung mit SNCR die geltenden NOx-Emissionsnormen auch unter stabilen Ofenbedingungen einhalten.
Aus den oben genannten Gründen wählen derzeit viele inländische Zementunternehmen den Weg der "SNCR + Quellenbehandlung", um die Anforderungen an die Reduzierung der Ammoniakoxidemissionen zu erfüllen. Der daraus resultierende Nachteil besteht jedoch darin, dass das Problem des Ammoniakaustritts verschärft werden kann.

Veröffentlichungsdatum: 07. Mai 2022